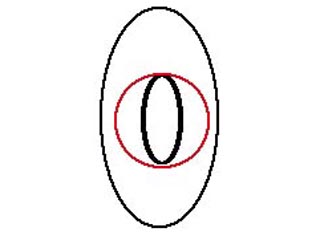
The blades of the file move against the lateral walls of the canal at right angles to the long axis of the canal.
This is a common method of enlarging holes in industry and is very efficient.
In industry however, the holes are almost always straight.
When reaming is used in canals, which are very often curved a new set of problems arises due to flexion of the file which must become a flexible shaft.
First, it is absoluteley essential that the file not get stuck in the canal.
Some Nickel-Titanium files claim that they can rotate six complete revolutions after the tip gets stuck and before torsional fracture occurs.
Some recent studies differ and claim only 540 degrees (slightly less than two rotations) before fracture.
The handpieces that are used generally control the rotational speed very carefully.
Most use 300 RPM which breaks down to 5 revolutions per second.
Some recommend speeds up to 2000 rpm.
Even if the file could take 6 complete revolutions before breaking, that gives the operator about 1 second to discover that the file is stuck and stop the handpiece rotation.
If the file can only take 540 degrees (as recent studies show) before fracture occurs then you have about 2/5ths of a second to react.
A further problem occurs with reaming. Namely that the canal ends up round. There is nothing inherently wrong with this except that most canals are not round to begin with.
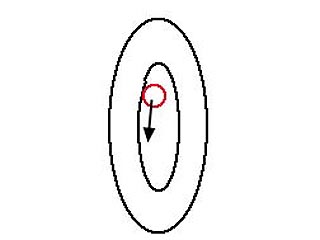
So you have two choices, either make the canal round to the largest cross sectional dimension of the reamer or do a combination of reaming and circumferential filing. That is, move the file around the circumference of the canal while cutting laterally.
The chief reason for using rotation seems to be within the warm gutta percha paradigm, where it is essential to condensing gp that the canal be round to fit the condenser.